
Ve srovnání s tradiční výrobou je 3D tisk levnější, pohodlnější a vytváří mnohem méně nepořádku a méně toxických vedlejších produktů. Koneckonců to přineslo prototypování a výrobu v malém měřítku do našich ložnic. Ale i když je 3D tisk pohodlný, rozhodně to není snadné.
Naprosto cokoliv, od nesprávného napnutí řemene a nesprávného utahovacího momentu trysky až po nesprávné nastavení kteréhokoli ze stovek nastavení softwaru slicer, může způsobit katastrofální selhání vašeho 3D tisku. Ale nebojte se, protože jsme sestavili nejčastější příčiny selhání 3D tisku spolu s praktickými tipy, jak se jim vyhnout.
Table of Contents
1. Navlékání
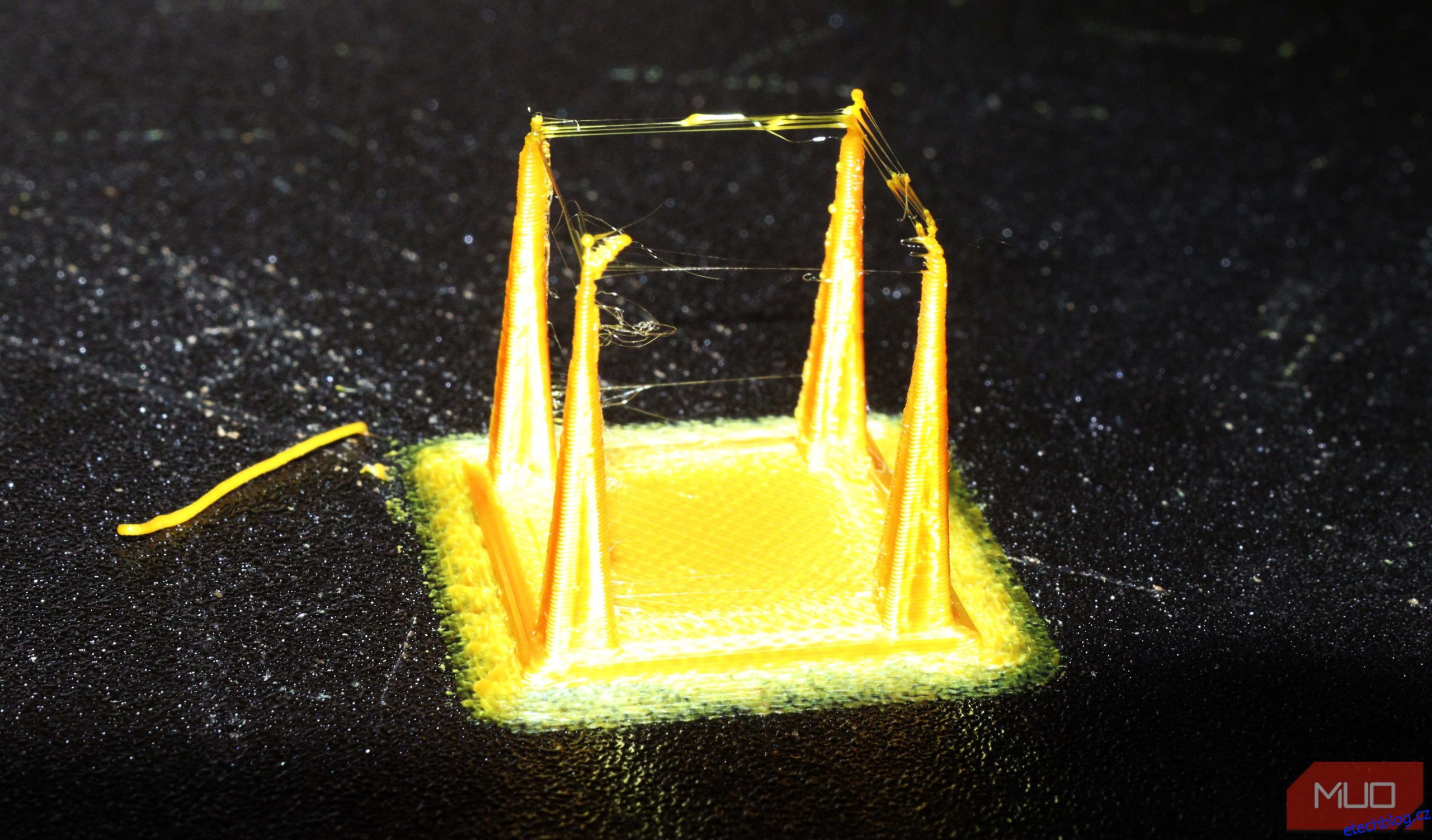
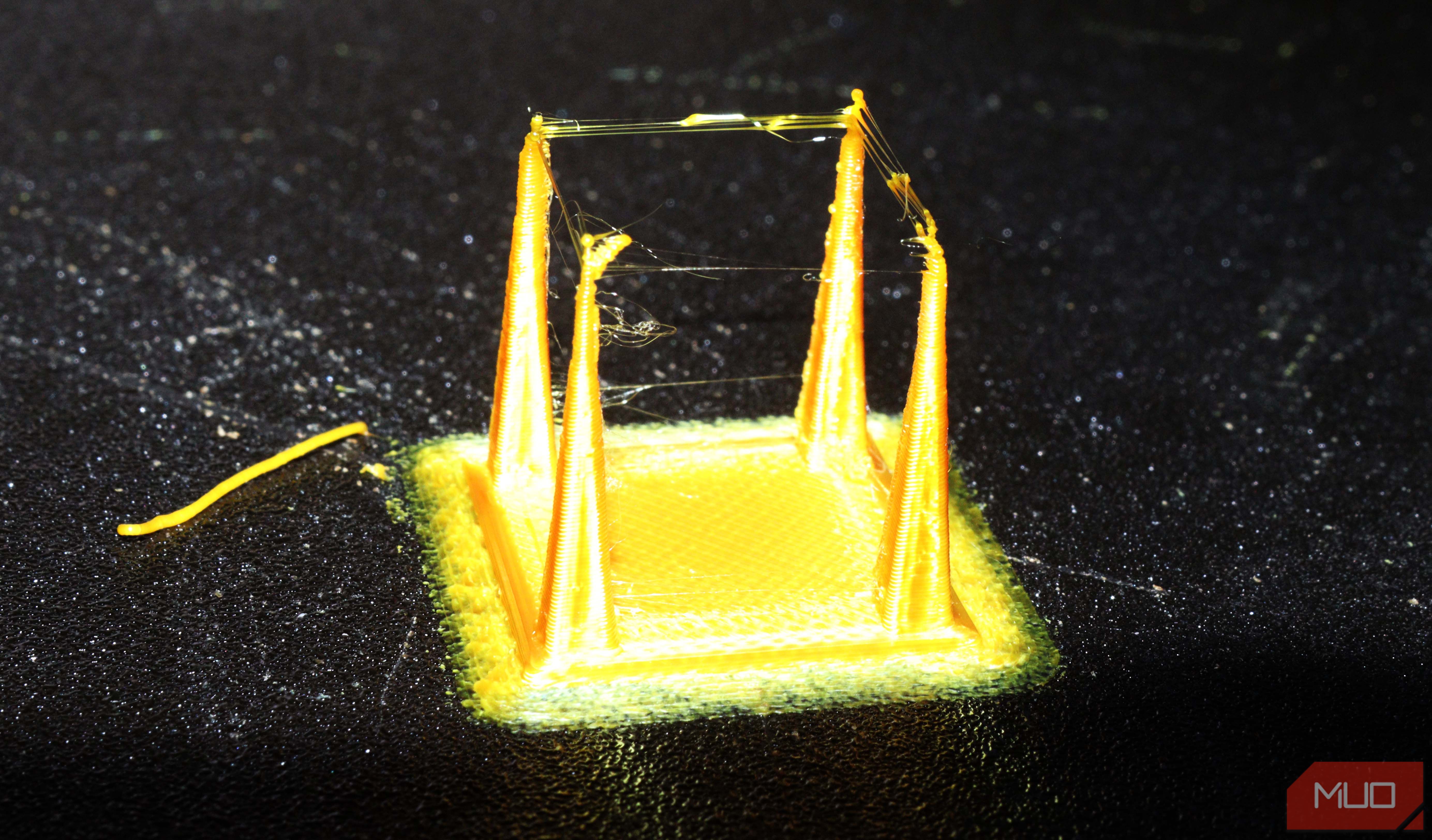
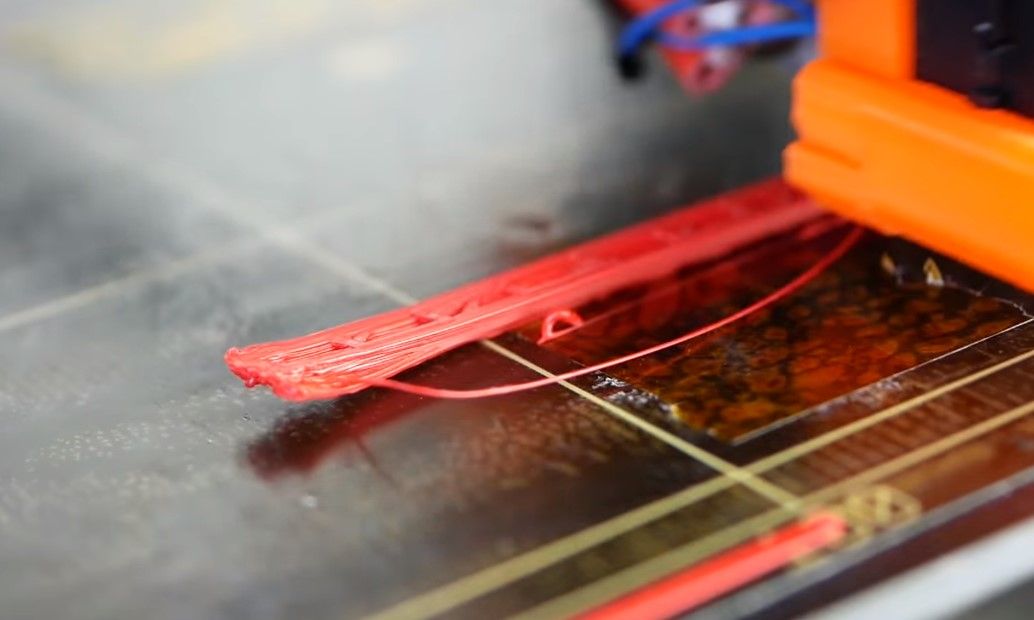
Navlékání nemusí znamenat katastrofální selhání pro kosmetické 3D tisky, ale tenké proužky plastu procházející vodorovně přes všechna prázdná místa vašeho modelu také maří účel. Ještě horší je, že nadměrné navlékání může dokonce způsobit problémy s vůlí funkčních výtisků – zejména těch, které zahrnují pohyblivé části.
Co způsobuje navlékání?
K nevzhledné závadě dochází, když 3D tiskárna nedokáže zastavit vytékání roztaveného vlákna z trysky, když prochází mezerami v 3D modelu. Tento jev je řízen několika faktory, od viskozity roztaveného filamentu až po tlak vytvářený v trysce.
Jinými slovy, tisk při nadměrných teplotách usnadní vytékání filamentu z trysky a způsobí navlékání. Mezitím neuvolnění tlaku trysky také způsobí předčasné vytlačení roztaveného plastu. Přítomnost vlhkosti ve filamentu může rovněž přispívat k navlékání.
Aby toho nebylo málo, určité materiály, jako je PETG, jsou ze své podstaty náchylnější k této vadě 3D tisku.
Jak opravit navlékání: Použijte nižší teplotu
Čím vyšší je teplota vaší trysky, tím snáze vlákno vyteče, když by nemělo. Nastavením správné teploty trysky dosáhnete správné viskozity filamentu, což zase umožní vaší 3D tiskárně přesněji řídit tok roztaveného filamentu. Naštěstí existuje snadný způsob, jak toho dosáhnout.
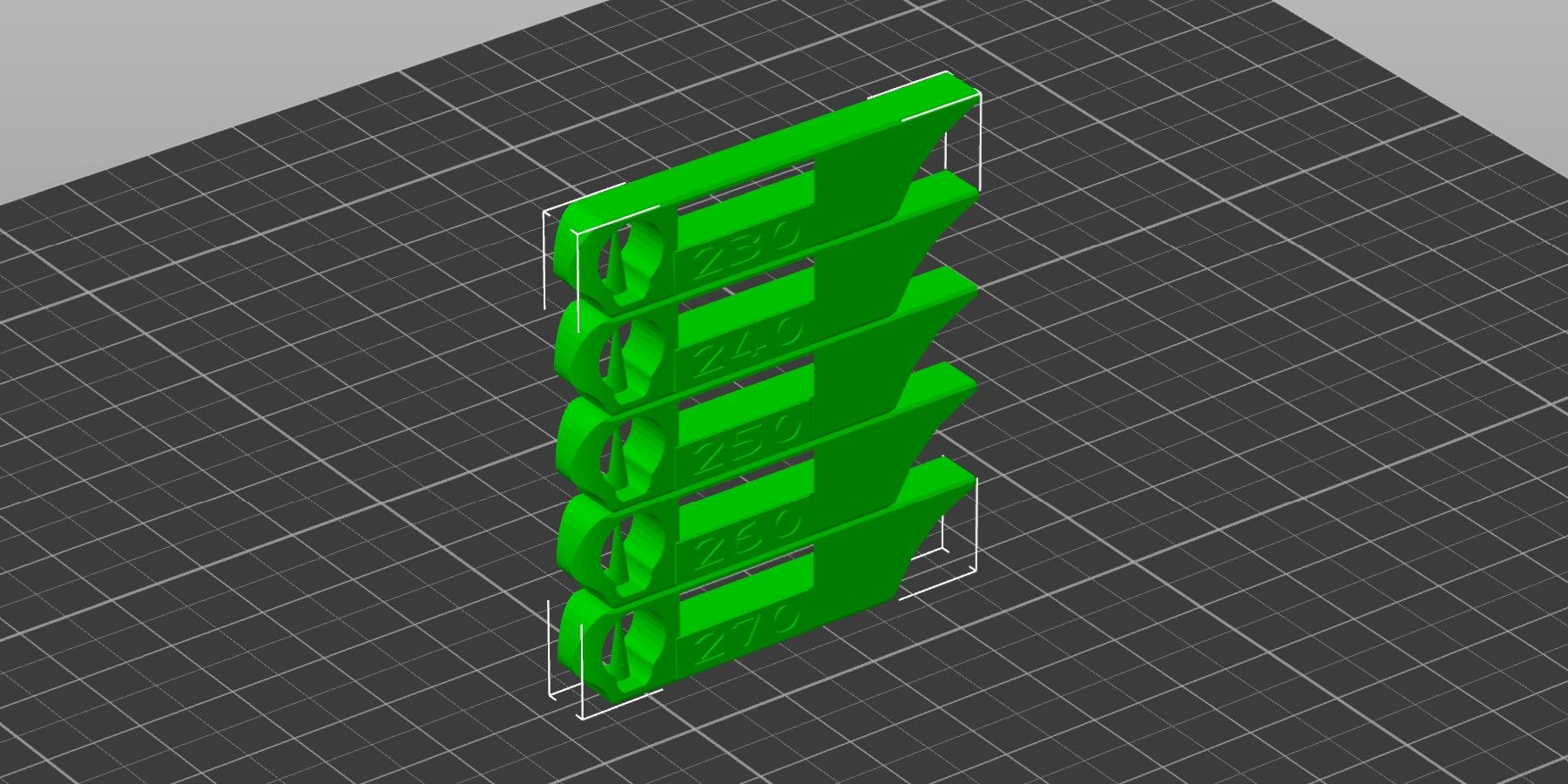
Většina moderních slicerů, jako je PrusaSlicer, nebo jeho open-source protějšek SuperSlicer, má vestavěné testovací modely teplotní věže. Použijte tyto kalibrační průvodce k jemnému doladění nastavení teploty trysky pro vámi zvolené vlákno. Teplotní věž umožňuje tisknout různé části modelu při různých teplotách trysek.
To je ideální pro nalezení zóny Zlatovláska mezi maximalizací pevnosti mezivrstvy a zmírněním výpletu. Uchopte testovací výtisk na různých úrovních, abyste určili, které nastavení teploty je pro vaši aplikaci dostatečně silné, a zároveň zmírněte navlékání.
Jak vyladit nastavení stahování
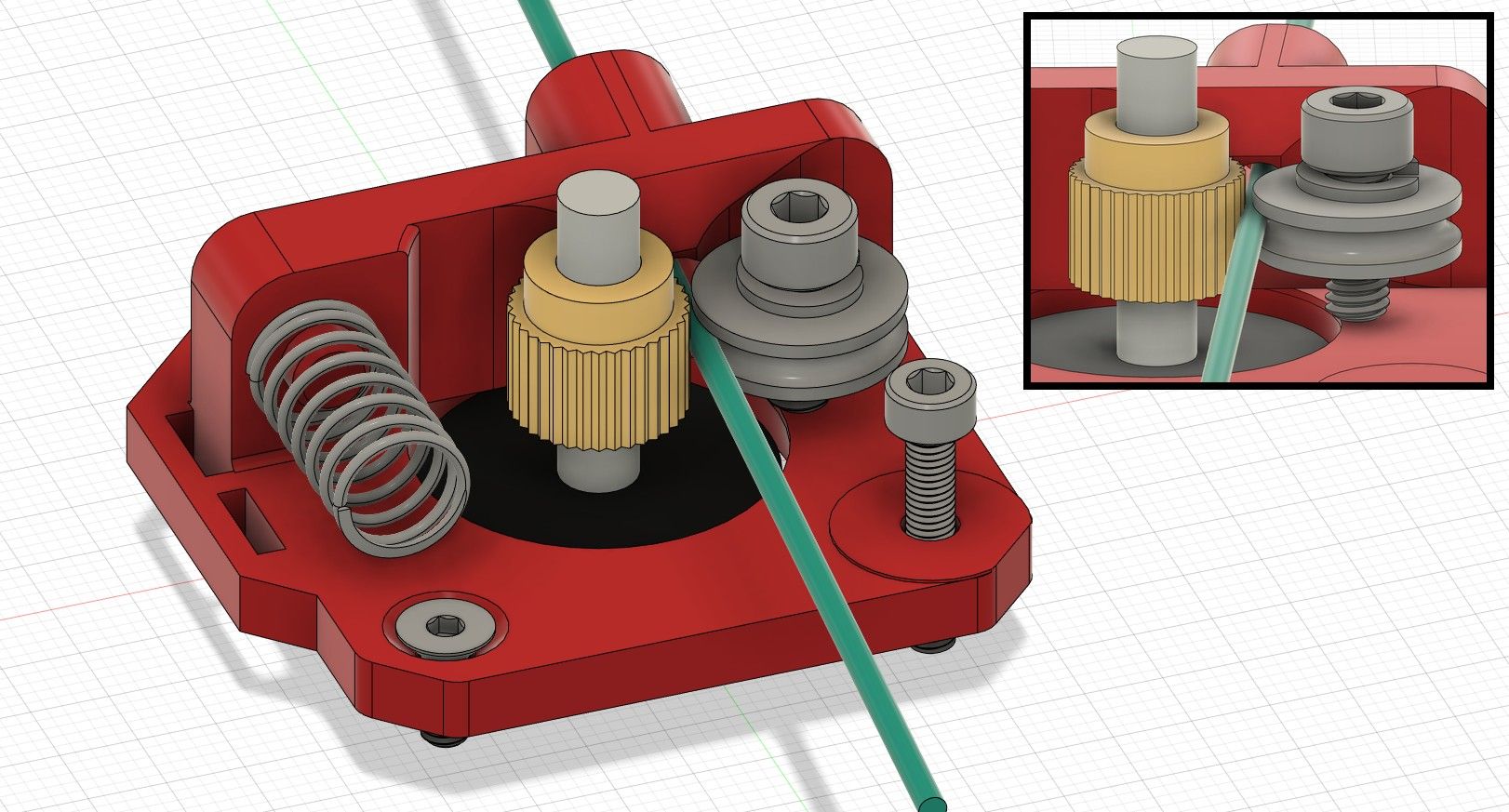
Nyní, když jsme se vypořádali s nadměrnou teplotou trysek, můžeme přejít k pomoci vaší tiskárně snížit tlak trysek. Vytlačování roztaveného vlákna z malého otvoru v trysce vyžaduje velký tlak. Pokud se obrovská tlačná síla včas nesníží, vlákno bude i nadále vytékat z trysky a projevovat se jako struna.
Váš software pro krájení má právě pro tento účel nastavení nazvané vzdálenosti zatažení. Jak název napovídá, snižuje tlak v trysce tažením vlákna v opačném směru. Hodnoty retrakční vzdálenosti se měří v milimetrech a u extrudérů s přímým pohonem se pohybují mezi 0,4 mm a 1,2 mm. Bowdenové extrudéry však vyžadují zatažení kdekoli mezi 2 mm až 7 mm. Pokud si nejste jisti typy extruderů, měl by vám pomoci náš vysvětlující článek o extruderech s přímým pohonem a Bowden.
Hodnota se také mění s tuhostí/elasticitou materiálu vlákna. Tisk kalibračních modelů optimalizovaných pro zatažení je jediným schůdným způsobem, jak určit správné nastavení pro vaši 3D tiskárnu. Stejně jako teplotní věž bude mít většina slušných slicerů vestavěné zatahovací věže. Pokud ne, můžete si stáhnout zatahovací věž z Potiskovatelné abyste zjistili, které nastavení vzdálenosti zatažení vám nejlépe vyhovuje.
Kromě vzdálenosti navíjení má na výplet vliv také rychlost zatahování. U většiny filamentů se pohybuje mezi 25 mm/s až 60 mm/s, ale také záleží na tom, zda používáte přímý nebo bowdenový extruder, přičemž je ovlivněna také houževnatostí/elasticitou potištěného materiálu. Příliš nízké otáčky zhoršují navlékání, zatímco nadměrná hodnota způsobí rozžvýkání vlákna ozubenými koly extrudéru nebo dokonce úplné prasknutí. Opět platí, že nejlepším postupem jsou kalibrační výtisky.
2. Tryska se ucpe
K ucpání trysky dochází, když vlákno není schopno projít tryskou, což má za následek neúplné výtisky nebo žádné vytlačování. Na rozdíl od řetězení to vždy způsobí totální selhání tisku. Identifikace příčiny ucpání a nalezení řešení také není tak jednoduché, a to kvůli velkému množství proměnných.

Co způsobuje ucpání trysek a jak jim předcházet
Složitost extrudéru 3D tiskárny vytváří mnoho bodů selhání, které by mohly přispět k ucpání trysky. Obecně řečeno, primární příčiny sahají od mechanických problémů (extruder, tryska, ohřívač) po výběr vlákna a postupy při manipulaci. Pojďme se podívat na nejčastější příčiny.
Kvalita filamentu: Levnější filamenty pravděpodobně obsahují prach a nečistoty, které se mohou v průběhu času nahromadit v trysce a nakonec ji zablokovat. Není neobvyklé najít dokonce i kovové úlomky uvnitř vláken vyrobených značkami, které nedodržují správné výrobní standardy. Ucpání průměrné trysky, která má otvor pouhých 0,4 mm, nevyžaduje mnoho. Vyplatí se používat vysoce kvalitní filamenty od renomovaných značek. Zmírnění negativního dopadu levných filamentů je však snadné, pokud budete postupovat podle našeho průvodce tahem za studena pro preventivní údržbu trysek.
Nesprávná velikost trysky: Technická vlákna využívající směsi uhlíkových a skleněných vláken mohou snadno ucpat standardní trysky 0,4 mm, které se nacházejí na většině 3D tiskáren. Je lepší použít větší trysky o průměru 0,6 mm, abyste snížili riziko, že relativně velké kompozitní materiály zablokují malý otvor zásobní trysky. Tato rada platí také pro dřevěná vlákna, vlákna svítící ve tmě a vlákna napuštěná kovem.
 Obrazový kredit: Nachiket Mhatre
Obrazový kredit: Nachiket Mhatre
Nadměrná výška vrstvy: Silnější vrstvy se tisknou rychleji, ale přehánění může snadno ucpat trysku. Nastavení výšky vrstvy by v ideálním případě nemělo přesáhnout 75 procent velikosti vaší trysky. To znamená, že výška vrstvy 0,3 mm je asi nejvíc, co můžete bezpečně použít pro trysku 0,4 mm.
Tiskové modely ve větších výškách vrstev vyžadují radikálně vysoký objemový průtok filamentu, což je nemožné bez zvýšení teploty trysky. Nedostatek tepla znemožní extrudéru vytlačit studené vlákno z trysky.
Tepelné tečení: Na opačném konci spektra může tisk při nadměrných teplotách způsobit „tečení“ tepla z horké strany přes tepelný zlom a na studenou stranu. Ucpání trysky se projeví vždy, když se vlákno roztaví na špatné straně tepelného zlomu. Pokud váš ventilátor hotend přestane fungovat, nemusíte ani tisknout příliš horko, aby se ucpaly trysky na materiály s nízkou teplotou tání, jako je PLA.
To lze účinně zmírnit ověřením provozuschopnosti ventilátoru hotend před tiskem. Použití titanu nebo tenčích ocelových heatbreaků také snižuje tepelné tečení. Pokud tisknete PLA v uzavřené tiskárně, je dobré nechat dvířka otevřená. Pokud nic jiného nefunguje, možná budete muset upgradovat na výkonnější ventilátor hotend.
Opotřebení extrudéru: Sestava motoru a převodu extrudéru musí vyvinout ohromné množství točivého momentu a uchopení, aby se vlákno protlačilo tryskou. To platí zejména při vysokých rychlostech tisku u materiálů, které se tisknou při vyšších teplotách. Výstupní krouticí moment stárnoucích krokových motorů extrudéru může časem klesnout nebo se ozubená kola extrudéru mohou opotřebovat. Kombinace těchto faktorů na staré tiskárně může způsobit dostatečný pokles vytlačovací síly, který způsobí ucpání trysky.
Pokud však skončíte s ucpáním trysky, bude se vám hodit náš šikovný průvodce čištěním trysek 3D tiskárny.
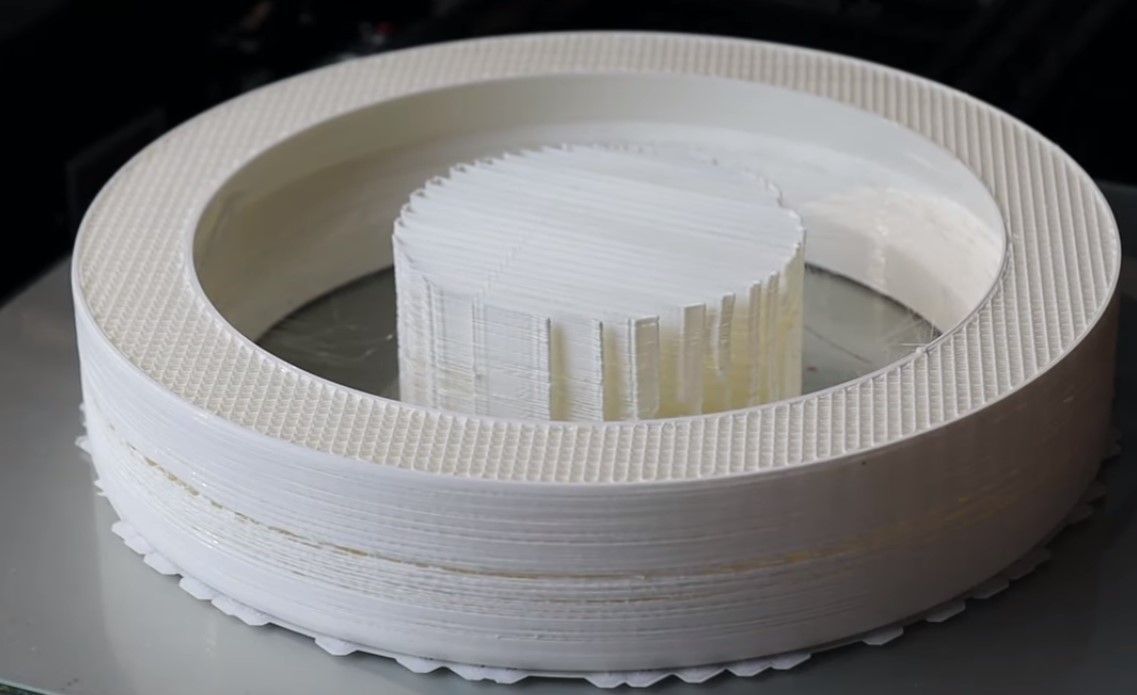
3. Deformování
K deformaci dochází, když se rohy nebo okraje tisku během tisku zvednou z tiskového lože. I když to může znít jako kosmetická vada, ničí to rozměrovou přesnost funkčních výtisků, což je nečekané. Ještě horší je, že nadměrné pokřivení může také způsobit, že se celý tisk odlepí z postele a tisk se poničí.
 Obrazový kredit: CNC kuchyně/Youtube
Obrazový kredit: CNC kuchyně/Youtube
Co způsobuje deformaci?
Je snazší pochopit mechaniku deformace, pokud si představíte miniaturní stěnu vytištěnou v ABS. Prvních několik vrstev se položí při 260 °C na lože, které je zahřáté až na 100 °C, aby se zlepšila přilnavost. Jak tisk postupuje, vrstvy v blízkosti lože mají 100 °C, zatímco vrstvy nahoře mají třetinovou teplotu.
Horní vrstvy, které jsou v kontaktu s chladnějším okolním vzduchem, se při ochlazování začínají smršťovat, zatímco teplejší spodní vrstvy v blízkosti vyhřívaného lože jsou relativně větší v důsledku rozpínání. Smršťující se horní vrstvy způsobují, že se teplejší vrstvy v blízkosti postele v důsledku toho stočí, což se projeví, když se rohy zvednou z postele.
Zatímco adheze ke lůžku může zmírnit deformaci, ve skutečnosti k tomu dochází v důsledku teplotního rozdílu mezi horkou a studenou vrstvou tisku. To je přesně důvod, proč je deformace více patrná u technických materiálů, jako je nylon a ABS, které se tisknou při výrazně vyšších teplotách.
Jak zabránit deformaci
Překlenutí výše uvedeného teplotního rozdílu je nejlepší způsob, jak zmírnit deformaci. U výtisků ABS je to snazší, protože vše, co potřebujete, je uzavřená tisková komora. To zachycuje teplo generované ložem, aby se teplota komory zvýšila až na 70 °C u menších tiskáren, jako je řada Voron 0.
Tato metoda funguje také pro náročnější materiály, jako je nylon a polykarbonát. V ideálním případě byste měli přesunout elektroniku tiskárny mimo komoru, abyste zajistili dlouhou životnost. Nicméně jednoduché pouzdro stále nemůže zabránit deformaci extrémně velkých nebo vysokých výtisků ve větší 3D tiskárně. V tu chvíli musíte tiskovou komoru aktivně zahřát, abyste ji přiblížili alespoň na 60 °C.
Je třeba poznamenat, že tak vysoké teploty v komoře nejsou ideální pro materiály jako PLA a PETG, které mají tendenci měknout při těchto teplotách. Tyto materiály se nejlépe tisknou na otevřených 3D tiskárnách s ložem vyhřívaným na teplotu skelného přechodu (změknutí) (mezi 45 °C a 60 °C), aby se podpořila přilnavost. Deformaci lze dále zmírnit snížením teploty trysky, ale to také vede ke slabším výtiskům.
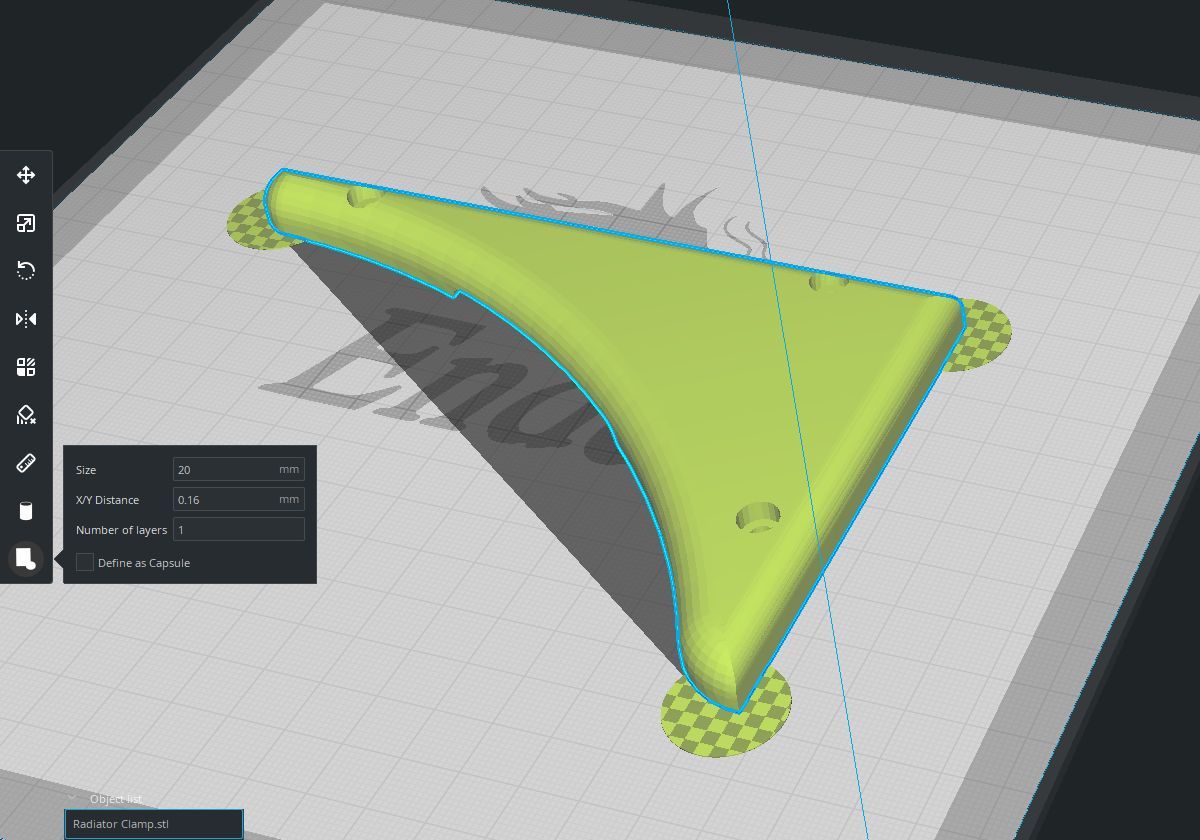
Obecně platí, že přidání okrajů na velké ploché povrchy nebo chlopně do ostrých rohů vašich výtisků zlepšuje přilnavost, protože tak účinně brání smršťujícímu se materiálu v deformaci spodních vrstev. Náš průvodce různými povrchy pro 3D tisk (a kdy je použít) vám pomůže zlepšit přilnavost první vrstvy.
4. Separace vrstev nebo slabé tisky
K separaci vrstev nebo delaminaci dochází, když vrstvy tisku k sobě správně nepřilnou, což má za následek mezery nebo praskliny v tisku. 3D tiskárna je v podstatě tavná lepicí pistole ovládaná robotem. A tavné lepidlo funguje, protože je, no, horké.
Stejně tak tisk při nižších teplotách trysek povede k hezčím výtiskům, které se příliš nekroutí, ale nedostatek tepla vážně zhoršuje přilnavost mezivrstvy. To vede ke slabým výtiskům, které se snadno přichytí podél linií vrstvy.
 Obrazový kredit: Callum coles/Youtube
Obrazový kredit: Callum coles/Youtube
Jak zlepšit přilnavost vrstev a zabránit slabým výtiskům
Síla vašeho 3D tisku ve všech směrech, kromě podél linií vrstev, se řídí výrobcem filamentu. Přečtěte si více o tom, jak výběr vlákna ovlivňuje úspěch vašich 3D tisků. Čáry vrstev jsou však neměnnými body selhání všech 3D tisků bez ohledu na použitý materiál. Pro zlepšení adheze mezivrstvy je proto kritické dodržovat tyto osvědčené postupy.
Tisk při adekvátních teplotách: Kalibrujte teplotu trysky pomocí výše uvedených výtisků testu teplotní věže. Tyto 3D modely jsou navrženy tak, aby se daly zaklapnout v každém teplotním úseku pro kontrolu pevnosti přilnavosti vrstvy. Toto je nejlepší způsob, jak dosáhnout rovnováhy mezi kvalitou tisku a pevností mezivrstvy.
Vysoká rychlost ventilátoru chlazení součásti: Příliš vysoká rychlost ventilátoru chlazení součásti může způsobit příliš rychlé ochlazení vrstev, což má za následek špatnou přilnavost. Zatímco rychlejší chlazení součásti zajišťuje hezčí výtisky a lepší kvalitu přesahu/podpory, negativně to ovlivňuje přilnavost mezivrstvy u materiálů, jako je ABS, nylon a polykarbonát.
Vlhké vlákno: Přítomnost vlhkosti ve vláknu způsobuje produkci páry v horké trysce, která zavádí mikrobubliny a dutiny do vytlačovaného materiálu. To nejen ničí kvalitu povrchu tisku, ale také jej činí křehkým. Materiály vhodné pro začátečníky, jako je PLA a PETG, nejsou náchylné na vlhkost, ale hygroskopická vlákna, jako je nylon, musí být před tiskem důkladně vysušena v sušičce vláken.
Čtyři jezdci z apokalypsy 3D tisku
Dosažení úspěšných 3D výtisků nekončí zajištěním dobré přilnavosti první vrstvy. Vyladění nastavení tiskárny a řezače ke zmírnění těchto čtyř běžných režimů selhání by mělo výrazně snížit vaše šance, že narazíte na neúspěšný 3D tisk.